

提供高品质铝加工产品
Provide high-quality aluminum processing products
冲孔模具
快装导套的使用


模具研磨
请勿让刃口完全磨损才去研磨模具,因为刃口钝化越严重,模具每次冲切时所需的冲压力就 越大,这样会让模具寿命大打折扣。
较好的研磨时机
1、以毛刺的高度座位基准来决定模具的研磨周期是较直观妥当的方法,毛刺高度在0. 05-0. 1mm时刀具需要研磨。
2、按时间计算结合工厂的实际情况,冲2. 0mm以下的板材,常用的方刀每2周至少研磨一次。
3、当模具刃口缺损、模具前段铁粉溶结、下模崩裂、跳料等情况下要研磨。
研磨的较好的方法
使用通用磨床时,研磨的基础是平行、垂直、直角。
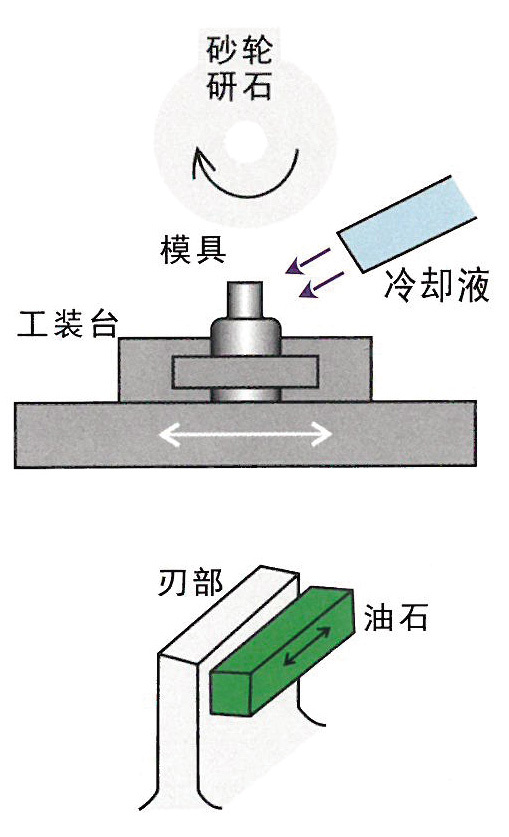
1、为防止造成烧模,请一边用研磨液冷却,一边进行研磨。
2、研磨进刀量尽可能减少,每次进刀在0. 02-0. 03mm之间。
3、研磨方向请于长边平行,防止造成烧模。
4、为了提高表面光滑度,研磨进刀量为零时,进行2-3次空转。
5、选用适当的砂轮,粒度60,中软适应。
6、由于研磨有研磨毛刺,请用油石清除。
7、加工铁板,研磨后一定要用消磁器消磁及打润滑油,防止吸料。
模具的研磨量
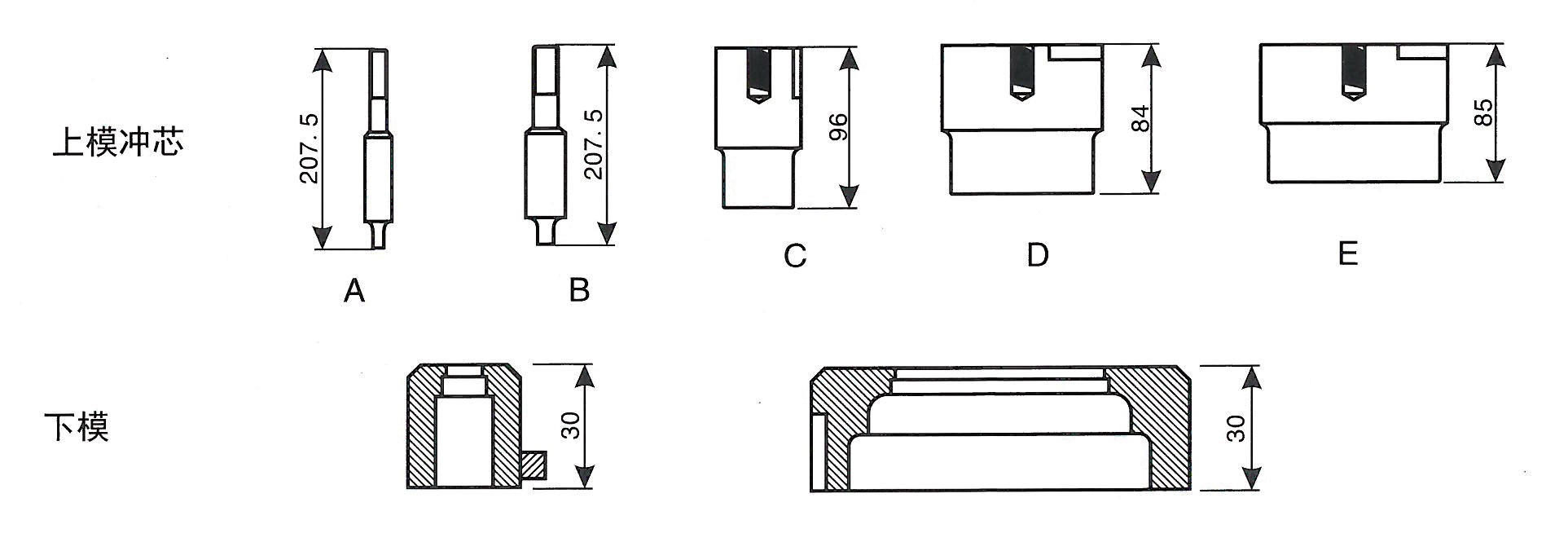
(搭配标准弹簧和导套)的研磨量标准:上模研磨3mm,下模研磨2mm
(搭配快装弹簧/快装导套)的研磨量标准:上模研磨6mm,下模研磨2mm
设备交货期限:3-5天
我们对客户的承诺:
1、我们集团旗下生产的“华龙”牌激光切割机、激光焊接机、机械模具均达到国内同类设备先进标准。包安装、包调试、包培训等及一揽子售后服务。试用期内如用户不满意,我们包换包退。
2、客户的需求就是我们的动力,客户的意见就是我们的责任,客户放心我们就开心,只有客户满意才是我们的本心。
3、交易做不成是我们的错,交易做成了是您豁达的选择,成与不成我们都感谢您的光顾!
24小时热线:15617680865
关键词:铝卷、开平板、铝单板