

提供高品质铝加工产品
Provide high-quality aluminum processing products
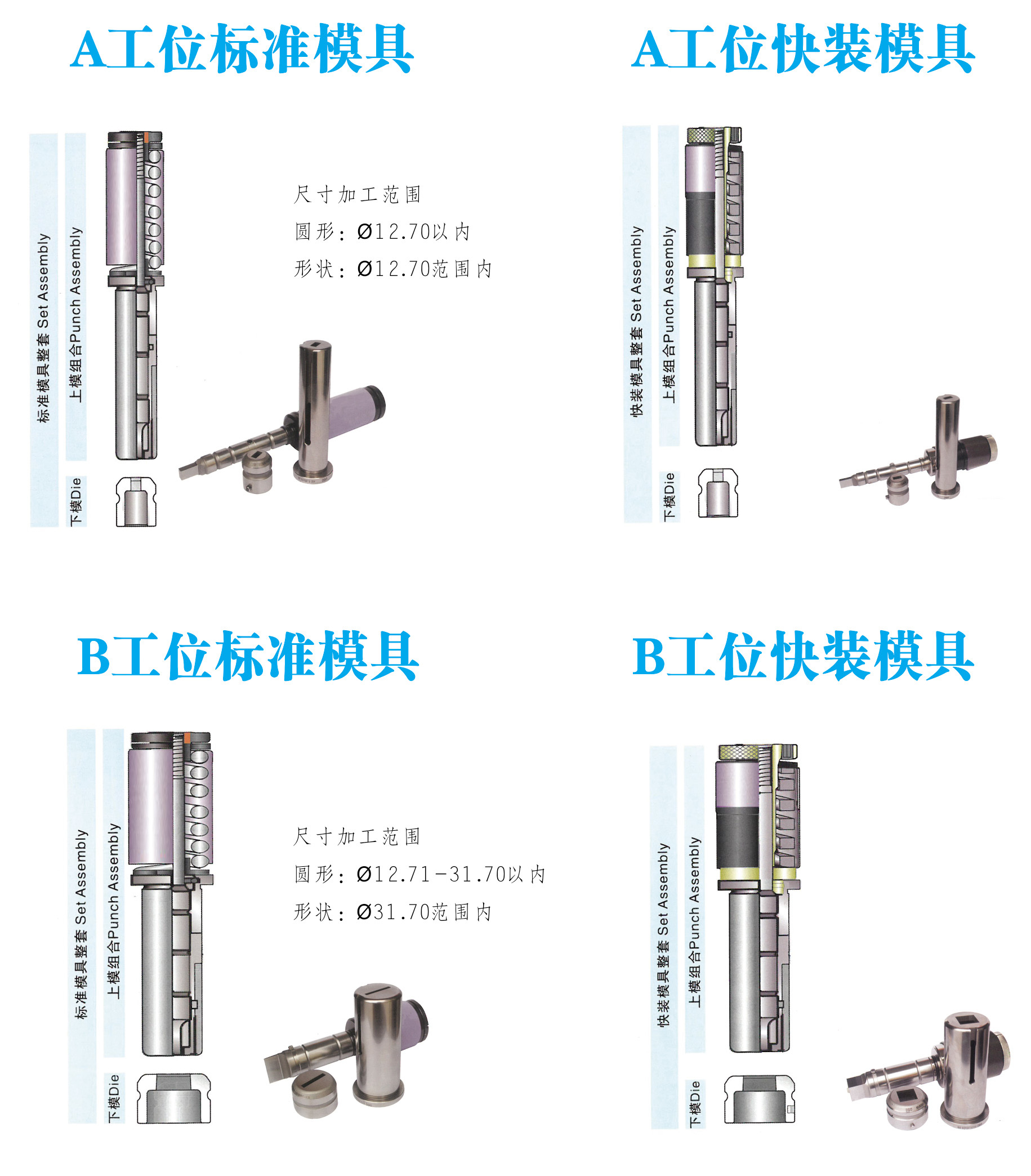
冲孔模具
工艺特点
下模采用倒锥扣料结构组合有效防止废料反跳同时保障下模孔径不会随研磨而过分放大。
模具使用说明
警告:在使用模具前要细读操作手册,如果不严格遵守手册条例,可能造成模具或零件的损坏和对人身造成伤害。
1、在开始一天的工作前要检查确认模具,如发现模具有模刃开裂、变形或异常情况请不要再使用。
2、 模具不得用于其他目的。
3、 不得私自改造或制造模具,不合标准的改造和制造是非常危险的。
4、 不要在超过模具耐压吨数的情况下使用,可能造成模具损坏。
较大耐压吨数(冲切吨数)
| 工位规格 | 标准冲头 |
| A工位(1/2”) | 6ton f |
| B工位(11/4” ) | 17ton f |
耐压范围内较大孔径(冲孔时的较大可加工孔径)
| 板厚 | A工位(1/2”)标准 | B工位(11/4”)标准 | ||
| (mm) | SPCC | SUS | SPCC | SUS |
| 1.0 | 012.7 | 012.7 | 031.7 | 031.7 |
| 2.0 | 012.7 | 012.7 | 031.7 | 031.7 |
| 3.0 | 012.7 | 010.5 | 031.7 | 030.0 |
| 4.0 | 011.5 | 08.0 | 031.7 | 022.5 |
| 5.0 | 09.5 | - | 027.0 | 018.0 |
| 6.0 | 08.0 | — | 023.0 | 015.0 |
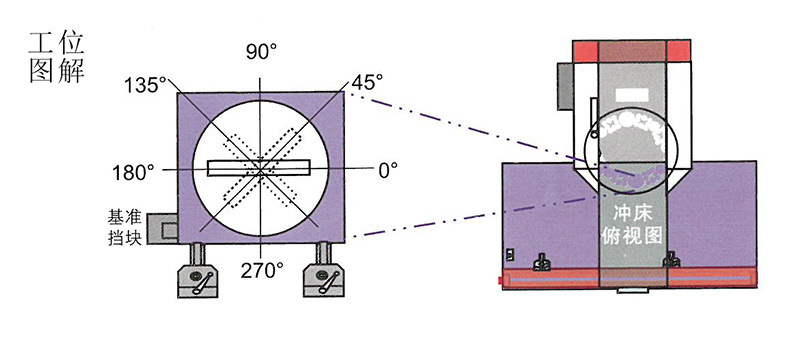
模具键角的参考值
参考值
| 11/4” | 脱模力 |
| 标准弹簧 | 1050Kg |
| 1/2” | |
| 标准弹簧 | 528Kg |
冲切吨数与脱模力量及弹簧的关系
| 冲切吨数 | 所需脱模力 | 最低必要脱模力 |
| P | Px10% | Px5% |
设备交货期限:3-5天
我们对客户的承诺:
1、我们集团旗下生产的“华龙”牌激光切割机、激光焊接机、机械模具均达到国内同类设备先进标准。包安装、包调试、包培训等及一揽子售后服务。试用期内如用户不满意,我们包换包退。
2、客户的需求就是我们的动力,客户的意见就是我们的责任,客户放心我们就开心,只有客户满意才是我们的本心。
3、交易做不成是我们的错,交易做成了是您豁达的选择,成与不成我们都感谢您的光顾!
24小时热线:15617680865
关键词:铝卷、开平板、铝单板